





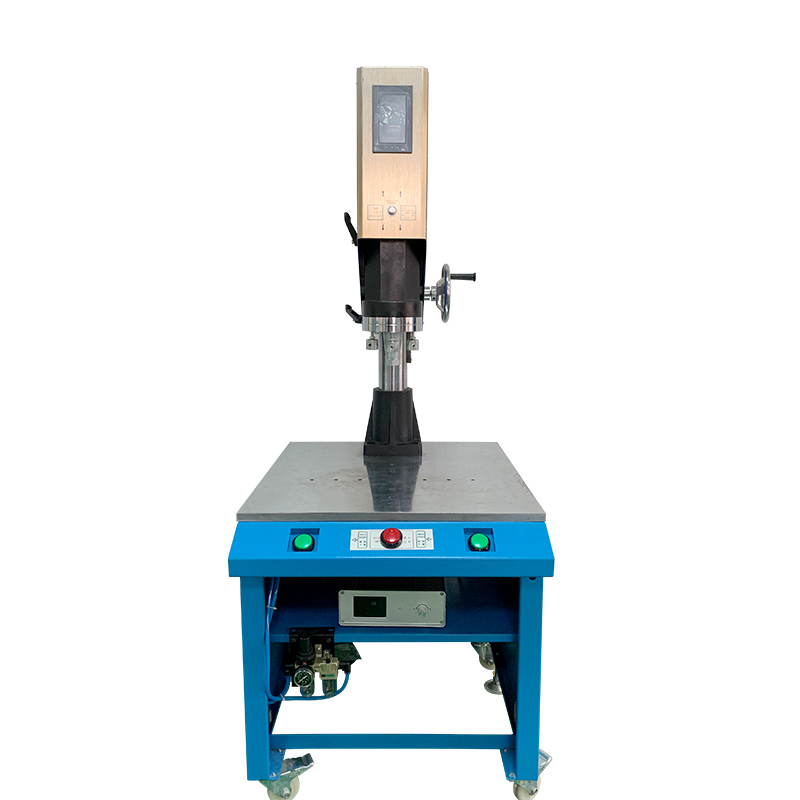
超声波熔接机:实现超声波熔接的最佳条件是什么?
超声波焊接是最常用的塑料焊接办法。超声波焊接区域的热量增加是机械振动的吸收、衔接区振动(波)的反射及零件外表的摩擦综协作用的结果。
零件的超声波焊接性由焊接设备、被焊资料的物理性能、零件的设计和焊接参数决议。资料焊接的难易水平取决于传送高频振动的才能。通常,弹性模量高的塑料对振动具有较低的内部损耗,因此能传送最大能量到接头处。这意味着资料刚性愈大,超声波焊接愈容易。
超声波胜利焊接至关重要的是恰当的接头设计、恰当的焊头振幅、恰当的焊头接触面积。
超声波焊接过程的最佳条件选配需思索三个主要要素:资料性能、零件和接头设计、适用性请求。资料性能影响振动能量从焊头界面至接头处的传送。因而,资料的变化会招致重新评价设计和过程。零件和接头设计关于决议最终组件中资料的性能方面至关重要。与资料性能一样,零件设计影响能量传送至焊缝区域的效率。接头设计在焊接过程中能够起集中应用能量、向接头提供恰当熔液量和提供零件对齐的作用,因此直接影响焊缝质量。由于外加负载、密封请求、接头外观、飞边容差这些要素影响零件接头类型(接头设计) 的选择,因此适用性请求也必需思索。
导能筋最常用于非结晶性塑料(可取得密封接头),也用于半结晶性塑料(但不能取得密封接头)。剪切接头和斜接接头用于结晶性塑料。
通常近场焊接用于有较高能量吸收特性的结晶性塑料和低刚性资料,而远场焊接用于对超声波能量吸收较低的非结晶性和高刚性资料。
超声波焊接具有清洁、环保无害、焊接速度快、焊缝强度高、容易完成自动化、合适于大批消费等优点,是各行各业大批量消费首选的塑料焊接办法。

 客服微信
客服微信 手机官网
手机官网