





超声波塑焊机的焊接技巧
超声波塑焊机是利用超声波的高频振动在亚秒级的时间内将两个热塑性材料精准地密封。在高频率的声波压力下,整个零件连接过程在不到0.2秒的时间内实现。
塑料焊接
超声波的高频振动被传递到与塑料部件直接接触的表面。由于焊接区域的边界具有较大的声阻抗,因此在短时间内会产生高温。热塑性塑料是一种非常差的热导体,在将塑料的状态从固体变为液体之前,难以将自身热量散发出来。在施加压力的情况下,会使两个零件混合在一起,就好像它们是一个整体。一旦停止发出超声波信号,零件将再次变硬。焊接结束后,两个零件之间会形成清洁且牢固的焊缝。焊缝的强度接近在焊缝中形成的原材料的强度。
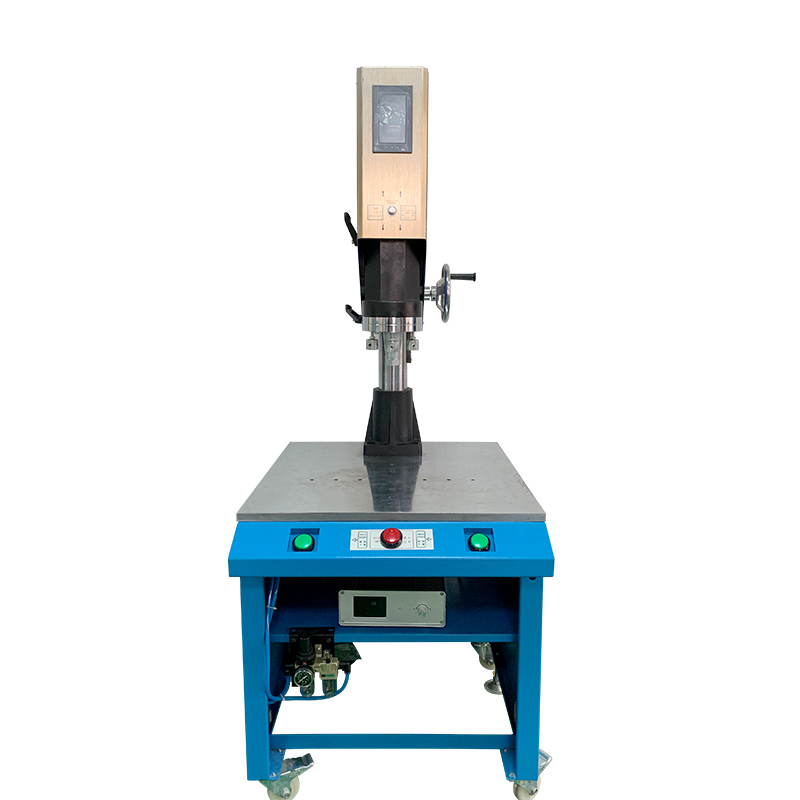
01工作原理
超声波焊接的工作原理是对两个塑料零件施加15至70 kHz的高频振动,高频振动可以随具体的焊接应用改变。这种振动是通过在换能器中使用压电陶瓷产生的,该压电陶瓷将电信号转换为机械运动。换能器产生垂直振动,然后通过变幅杆和随后的超声工具头传递。在塑料焊接中,超声变幅杆通常设计为在焊接区域的正上方接触零件,以便振动可以通过上部传播到焊接区域。
超声波高频振动会在焊接区域产生周期性应变,从而产生热量,从而使两个塑料零件在部分区域内熔化并焊接。由于超声波振动作用于整个焊接表面,因此通常会添加能量导向器以控制熔化并减小实现焊接所需的振幅。
02超声波焊接优点
快速:超声波焊接的优点之一就是高速度,焊接时间大致在1到3秒之间。
焊接效果好:超声焊接具有优异的焊接效果,由于是声波焊接,因此在焊接过程中不会使塑料零件燃烧发黑。
焊接成本较低:超声焊接无需胶水、溶剂,粘合剂,机械紧固件,劳动力更少,成本更低。
高强度:超声波焊接焊可以承受足够的张力,焊接的强度可以根据焊接材料进行适当调控。
03超声波焊接技巧
零件设计
超声焊接零件设计的最关键方面是零件的几何形状和接头样式。例如,如果气密密封对于产品性能至关重要,请考虑使用榫槽连接,而不是使用凿形或其他连接。在零件表面上添加纹理化或“能量导向器”可进一步提高接头的可靠性和制造的零件质量。
榫槽连接方式
材料选择
超声波焊接可与多种热塑性塑料配合使用,但彼此之间或与工艺之间不兼容,因此请谨慎选择。在为零件设计选择了材料类型后,请确保您的供应链可以始终如一地制造(例如注塑模具)公差要求严格的零件。如果需要更改或更改材料,最好在专业人员的帮助下重新评估工艺,因为可能需要更改焊接参数甚至更改设备。由于焊接质量和强度与零件设计和材料紧密相关,因此请认识到即使很小的变化也会对连接过程产生重大影响。
设备适应性
为了跟上不断发展的生产要求,可以选择具有模块化和适应性的焊机。强调具有短交货期的模块化系统,可以在台式机上手动操作或在需要提高生产速度时实现全自动。需要简单直观的控件,这些控件可以建立并保持一致的过程质量,自动进行调整以管理微小的变化,并收集所需的零件和可追溯性数据。
塑料兼容性
驱动技术
根据塑料焊接具体的生产目标和预算来进行正确的驱动技术选择。对于其产品设计使用对监管和可追溯性要求很高的精密或小型组件的医疗或电子制造商而言,此选择尤其重要。常规的气动致动技术依赖于较高水平的下压力来致动焊接过程,并且对于薄壁或易碎零件而言可能过于坚固。他们需要一种能够在低水平的驱动力和焊接力下提供更灵敏分辨率的技术。
04总结
超声波塑料焊接机可以轻松完成诸如插入,螺柱焊,熔接,脱脂和点焊热塑性塑料之类的任务。它可以层压,切割和密封热塑性织物和薄膜。使用超声波塑料焊接机可轻松完成螺柱焊,熔接,脱脂和点焊热塑性塑料。在超声波塑料焊接中,选择合适的焊接工具并且利用焊接技巧进行焊接是必要的。
 客服微信
客服微信 手机官网
手机官网